
Caso de estudio de VSM – Value Stream Mapping : Troqueladora ACME
El ejemplo que se sigue a continuación fue extraído del libro Learning to See (M. Rother. & J. Shook.1999) impulsado por The Lean Organization. Trata de la empresa «troqueladora ACME».
INFORMACIÓN SOBRE TROQUELADORA ACME.
La empresa de Troqueladora ACME produce varios componentes para partes de ensamble de vehículo. Este caso concierne a una solo familia de producto: un sub-ensamble de “brackets” de acero en dos tipos: un ensamble izquierdo (L) y uno derecho (R) para el mismo modelo de automóvil. Estos componentes son enviados al cliente.
– Procesos de producción: Para esta familia de producto la fabricación del componente implican el troquelar una parte metálica seguida por un proceso de soldadura y ensamble subsiguiente. Los componentes entonces son almacenados y embarcados a la planta de ensamble de vehículos en una base diaria. Todo el proceso ocurre en el orden siguiente y cada pieza pasa por todos los procesos:
1. Troquelado o corte:
• La prensa automatizada de 200 toneladas se alimenta automáticamente.
• Tiempo de Ciclo (T/C): 1 segundo (60 piezas por minuto)
• Tiempo de Cambio de modelo: 1 hora (pieza a pieza)
• Tiempo de ocupación: 85 %
• Inventario observado:
– 4600 piezas de tipo «L» estampadas
– 2400 piezas de tipo «R» estampadas
2. Soldadura 1:
• Manual de proceso con un operador
• Tiempo de Ciclo (T/C): 39 segundos
• Tiempo de Cambio de modelo (T/M): 10 minutos
• Tiempo de ocupación: 100 %
• Inventario observado:
– 1100 piezas de tipo «L»
– 600 piezas de tipo «R»
3. Soldadura 2:
• Manual de proceso con un operador
• Tiempo de Ciclo (T/C): 46 segundos
• Tiempo de Cambio de modelo (T/M): 10 minutos
• Tiempo de actividad: 80 %
• Inventario Observado:
– 1600 piezas de tipo «L»
– 850 piezas de tipo «R»
4. Ensamble 1:
• Manual de proceso con un operador
• Tiempo de Ciclo (T/C): 62 segundos
• Tiempo de Cambio de modelo (T/M): Ninguno
• Tiempo de actividad: 100 %
• Inventario Observado:
– 1600 piezas de tipo «L»
– 850 piezas de tipo «R»
5. Ensamble 2:
• Manual de proceso con un operador
• Tiempo de Ciclo (T/C): 40 segundos
• Tiempo de Cambio de modelo (T/M): Ninguno
• Tiempo de actividad: 100 %
• Inventario mercancía terminada observada:
– 2700 piezas de tipo «L»
– 1440 piezas de tipo «R»
– Departamento de despachos: Remueve la mercancía terminada a la bodega, los almacena para el próximo envío en camión al cliente.
– Requerimientos de cliente:
• 18400 piezas por mes.
• 12000 por mes de tipo «L».
• 6400 por mes de tipo «R».
• Un envío diario de la planta de ensamble por camión.
• Empaques con 20 “brackets” en una bandeja y hasta 10 bandejas por tarima.
– Tiempo de trabajo:
• 20 días por mes
• 2 turnos de operación en todos los departamentos de producción
• 8 horas cada turno, con horas extras si fuera necesario
• 2 descansos de 10 min por cada turno
Comenzamos entonces el desarrollo del ejemplo desarrollando cada una de las fases genéricas mencionadas en el apartado de implementación.
ETAPA 1 – Identificar la familia del producto: Para la situación en cuestión, resulta claro que ACME ya había definido a través de algún criterio sus familias de productos, y se ha identificado aquel sobre la cual se desea implementar la herramienta («brackets de acero»). Es común que esta situación ocurra en la mayoría de las empresas, que, de antemano han delimitado sus familias para los procesos de mercadeo y comercialización. La labor del responsable de la implementación de la herramienta será reconocer si el criterio de agrupación es apropiado para efectos del VSM, y distinguir aquella familia con mayores impactos en el negocio. Igualmente se dispone de la información referente a los requerimientos del cliente y la frecuencia.
El ejemplo planteado esta más orientado a dilucidar acerca de las etapas subsiguientes.
ETAPA 2 – Diagrama del estado actual: Detallemos los pasos concretos a seguir en el desarrollo de esta etapa:
1. Dibujar los íconos del cliente, proveedor y control de producción. No deben dibujarse todos los proveedores, solo uno o dos, cuyas materias primas principales intervengan en el flujo.
2. Ingresar los requisitos del cliente por mes y por día en la caja de datos correspondiente.
3. Calcular la producción diaria y los requisitos de contenedores.
4. Dibujar el ícono que sale de embarque al cliente y el camión con la frecuencia de entrega.
5. Dibujar el ícono que entra a recibo, el camión y la frecuencia de entrega.
6. Agregar las cajas de los procesos en secuencia de izquierda a derecha. No se tiene en cuenta la forma como están ubicados físicamente los procesos en el layout de la planta, solo el orden de la secuencia.
7. Agregar las cajas de datos debajo de cada proceso y la línea de tiempo debajo de las cajas.
La figura siguiente presenta el estado del VSM tras la aplicación de los pasos 1-7 para el caso de la familia de productos de la empresa ACME.
Figura. VSM del estado actual para familia de productos de ACME (pasos 1 a 7).
8. Agregar las flechas de comunicación y anotar los métodos y frecuencias.
9. Obtener los datos de los procesos y agregarlos a las cajas de datos. Obtenerlos directamente cronometrándolos.

– Tiempo de Ciclo (T/C): Tiempo que tarda una unidad o parte en salir de un proceso u operación.
– Tiempo de montaje o cambio (T/M): Es el tiempo que se tarda en cambiar de un tipo de producto a otro tipo de producto.
– Operarios: Número de personas necesarias para operar el proceso.
– Tiempo de trabajo disponible: Tiempo disponible por turno en ese proceso en segundos. Este tiempo es el tiempo total menos descansos, tiempos de reunión, tiempos de limpieza.
– Tamaño del lote a producir, en ingles la sigla es EPE (every part every) que significa «Cada parte cada…» (Número de unidades o tiempo). Por ejemplo si el proceso cambia del tipo de producto A al tipo de producto B cada 5.000 piezas el EPE: 5.000. También puede expresarse en tiempo.
– Tiempo de Ocupación: Es el porcentaje del tiempo en que la maquina está ocupada en demanda, por ejemplo si la maquina en un día de 24 horas está ocupada trabajando 18 horas, su ocupación será del 75%.
10. Agregar los símbolos y el número de operadores.
11. Agregar las flechas de empuje/jalar, y de primeras entradas primeras salidas y adicionar la información de los inventarios: Mientras se camina por la planta se observarán puntos donde se acumula inventario de los procesos, estos puntos son importantes dibujarlos en el mapa porque dice donde el flujo se está deteniendo, el ícono de los inventarios es el triángulo. Si el inventario se acumula entre dos procesos en más de una locación física debemos dibujar 2 triángulos.
12. Agregar las horas de trabajo valor agregado y tiempos de entrega en la línea de tiempo.
13. Calcular el tiempo de ciclo de valor agregado total y el tiempo de procesamiento total.
En el caso particular de la familia de productos de la empresa ACME el resultado es el que presenta la figura siguiente tras la aplicación de los pasos 8 a 13.
Figura. VSM del estado actual para familia de productos de ACME (pasos 8 a 13). 
Resulta necesario destacar la manera en que se calcula el Lead Time (LT), que no debe confundirse con el tiempo de procesamiento o de valor agregado (VA). El Lead Time es el tiempo que transcurre desde que se inicia un proceso de producción hasta que se completa, y se calcula a través de los días de inventario que se tenía en cada proceso al momento de tomar la información que es el mejor estimativo para determinar cuánto tarda una pieza o producto en ser producido y despachado al cliente.
El número de días de inventario para cada proceso o centro de trabajo es el resultado de dividir el nivel de inventario por el consumo o requerimiento diario de los clientes.
En el caso de ACME por ejemplo, para el proceso de troquelado (corte) se tienen 4600 brackets izquierdos y 2400 brackets derechos, si dividimos estos inventarios por los 600 brackets que requiere el cliente diariamente, entonces, 4600 unidades/600 unidades-día: 7.6 días y 2400 unidades/ 600 unidades-días: 4 días. En este caso usamos el mayor tiempo 7.6 días. Misma operación que se realiza para cada inventario.
El resultado observado para ACME es sorprendente: La empresa requiere para producir una pieza 188 segundos, mientras que esa misma pieza tarda 23.6 días para salir de la planta hacia el cliente.
ETAPA 3 – Diagrama del estado futuro: Concebir el VSM de estado futuro requiere identificar oportunidades de mejora en el VSM actual, y plantear la situación ideal en la que las mismas se han aprovechado para reducir los despilfarros.
Se trata de reducir al máximo cuando no, eliminar completamente los «puntos negros» donde se interrumpe el flujo que se observen en el VSM actual.
La idea fundamental es tratar de disponer en un único flujo todas las operaciones o procesos que razonablemente creamos podemos incluir en el, sin que se presenten interrupciones, separando en flujos o loops distintos las incompatibilidades para estar en un único flujo (Cuatrecasas, 2010). De esta manera, se reduce al mínimo el número de puntos donde se acumula material en proceso y se generan tiempos de espera que incrementan el lead time.
El primer paso necesario es el cálculo del Takt time:
1. ¿Cuál es el tiempo Takt?: El cálculo del tiempo Takt empieza con el cálculo del tiempo de trabajo disponible entre los requerimientos del cliente en turno.
Tatk time = tiempo disponible en un turno = 27600 = 60
requerimientos del cliente en un turno 460
Tiempo disponible = 28800 – 1200 = 27600 segundos por turno
En el ejemplo de la empresa ACME se trabajan turnos de 8 horas por lo cual el tiempo total en el turno es de 28800 segundos. Al tiempo total es necesario restarle el tiempo libre o muerto, el cual es de 20 minutos por turno o 1200 segundos (descansos). El cliente requiere 460 unidades por turno (18400 uds /20 días/ 2 turnos). Así:
El tiempo Takt resultante significa que para satisfacer las demandas del cliente dentro del tiempo de trabajo disponible, se necesita producir una pieza cada 60 segundos para la familia de productos. Se debe intentar que el tiempo de ciclo del proceso marcapaso (pacemaker) sea menor o lo más cercano posible al tiempo Takt: Producir respecto al mismo es una de las principales pautas para desarrollar un VSM futuro.
A partir de este momento, para el ejemplo de la troqueladora ACME y para cualquier caso de estudio las cuestiones básicas a plantearse para el planteamiento del VSM de estado futuro son:
2. ¿Dónde se puede usar un procesamiento de flujo continuo? Esta es una de las cuestiones más importantes a resolver. La gráfica de tiempos de ciclo vs tiempo Takt que compara los tiempos de ciclo de cada proceso (centro de trabajo) contra el tiempo Takt es una herramienta de utilidad.
La siguiente figura muestra la situación para el caso de la troqueladora ACME:

Figura. Tiempos de ciclo vs Tiempo Takt
La actividad Ensamble 1 es lo que se denomina un «cuello de botella» y deben enfocarse los esfuerzos en encontrar una solución que permita la reducción del T/C. Ahora bien, la decisión de agrupar procesos o centros de trabajo para formar una celda con flujo continuo depende, como se había mencionado, de un criterio razonable, pudiendo ser el mismo la similitud entre los tiempos de ciclo.
Supondremos que los procesos de ensamble y soldadura se agrupan para formar un único loop que puede considerarse factible, es decir, que la creación de un flujo regular e ininterrumpido que comprenda todas las tareas en el mismo es una tarea que puede abordarse.
Debe entonces balancearse la cantidad de operadores necesarios para la celda sumando el tiempo de ciclo de cada proceso en el mismo (tiempo contenido en la celda) entre el tiempo Takt de tal forma que todas las actividades de ensamble y soldadura puedan ejecutarse en un flujo continuo al tiempo Takt: (39+46+62+20)= 187/60 = 3.12 operadores son necesarios. Lo cual hace pensar en la necesidad de un cuarto trabajador como posible alternativa.
Queda pues el corte o troquelado como una operación independiente (centro de trabajo con un único operador), y las tareas de soldadura y ensamble cono un loop con 3 operarios.
3. ¿Se creara un aprovisionamiento de productos terminados tipo supermercado o se envía al cliente por pedido?
Para el caso de la troqueladora ACME sólo hay dos variedades de producto terminado los R y L. Si se tiene la opción debe empezarse creando un supermercado de piezas terminadas y posteriormente cuando se defina que los incrementos requeridos serán constantes y más regulares se podrá producir para enviar directamente.
En la empresa ACME puede usarse el pronóstico de requerimientos del cliente para determinar la capacidad de producción necesaria en un periodo siguiente. La empresa desea conocer la producción actual para usar el método Kanban y enviar información a los procesos precedentes de soldadura/ ensamble a partir del supermercado de piezas terminadas. Ya que el cliente compra múltiplos de 20 bandejas de producto, éste es el tamaño elegido para el “tamaño de kanban”.
4. ¿Dónde se necesitará usar una estantería tipo supermercado a fin de controlar la producción de los procesos anteriores, corriente arriba que parten desde el proveedor?
Para el caso de ACME será necesario utilizar un supermercado antes de embarque para controlar el flujo de producción: cada vez que se extraiga material de este supermercado se enviará tarjeta Kanban al proceso de soldadura/ensamble para la fabricación de dicho material puesto que ya fue enviado hacia el cliente.
La figura siguiente representa la situación.

Figura. Estantería con funcionamiento tipo supermercado antes del despacho.
3.5 ¿En qué punto específico de la cadena de producción, se programará la producción?
El proceso marcapaso (pacemaker) es el punto a partir del cual se encadenan en la programación los procesos que anteceden, en el ejemplo el punto de programación es soldadura/ensamble. No es conveniente pensar en programar algo más allá corriente arriba porque se planea introducir un sistema con operativa pull entre corte y soldadura/ensamble. Este punto de programación regula la cadena de valor.
Un conjunto completo y minucioso de cuestionamientos pueden proponerse para el planteamiento del VSM futuro en cualquier situación; pero la tareas principales siempre han de ser:
a) Reconocer las operaciones o procesos que pueden reunirse en flujo continuo.
b) Reconocer cual será el proceso marcapaso (pacemaker) que permitirá programar la producción.
c) Decidir los mecanismos que se implementaran para lograr la operativa tipo pull propia de la gestión lean (supermercados, FIFO, tarjetas Kanban,…).
La siguiente figura presenta el VSM futuro para la familia de productos estudiada de la troqueladora ACME.
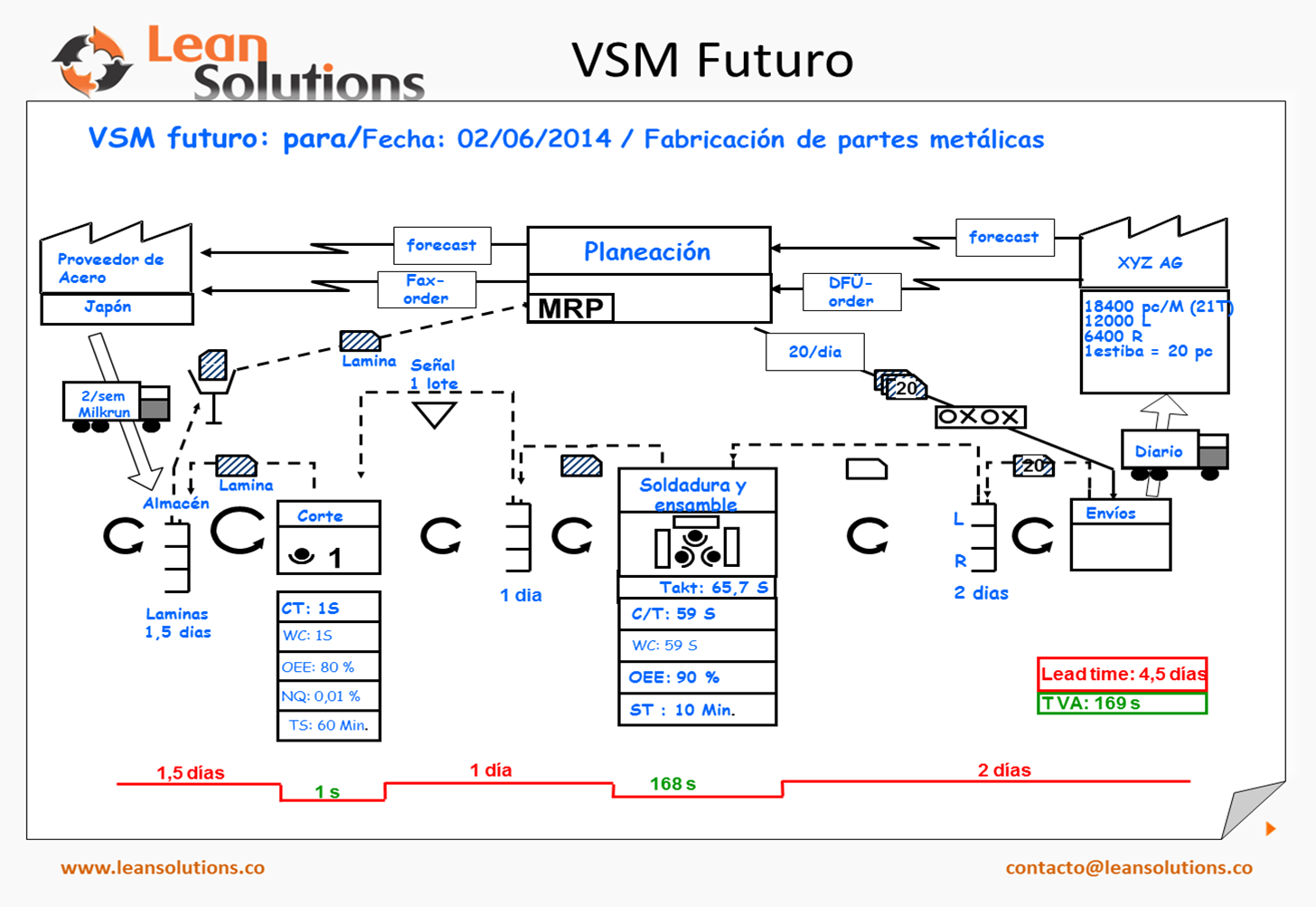
Figura. VSM de estado futuro para familia de productos ACME
Los resultados son evidentes: cada pieza tarda ahora 4,5 días para salir de la planta hacia el cliente, e incluso el tiempo de procesamiento se ha visto reducido. Los desperdicios se han eliminado.
4. ETAPA 4 – Implementación del estado futuro: Una vez concebido el VSM futuro la siguiente etapa es concebir un plan de acción para su implantación. Como se ha menciona en otra sección, una manera apropiada de proceder es la implementación a través de circuitos.
1. ¿Qué mejoras serías necesarias para que el flujo de la cadena de valor se acerque al diseño del estado futuro? Para el caso de ACME se idearon las siguientes mejoras:
– Reducción de tiempo de cambios con SMED y reducción del tamaño del lote para el estampado, emitiendo una respuesta más rápida para la cadena de valor.
– Eliminación del largo tiempo requerido para el cambio entre partes L y R, para hacer posible el flujo continuo.
– Mejoramiento en la efectividad de la segunda máquina de soldadura, ahora ésta puede estar junta con otro proceso en flujo continuo.
– Eliminación de desperdicio en la estación de soldadura/ensamble, para reducir el trabajo total de 168 segundos o menos. (La cual permite usar 3 operadores para nivelar la demanda actual).
Circuito 1: Circuito del proceso marcapasos (soldadura/ensamble).
Objetivos:
– Desarrollar el flujo continuo desde soldadura hasta ensamble
– Elementos de trabajo Kaizen para reducir el tiempo de ciclo total a 168 segundos
– Eliminar el tiempo de cambio de herramientas (SMED).
– Mejorar la efectividad de la máquina de soldadura 2
– Desarrollar un sistema tipo pull con un supermercado de piezas terminadas.
– Desarrollar las rutas de manejo de material entre los supermercados y las estaciones
Metas:
– Tener solo 2 días de inventario en el supermercado de piezas terminadas
– No tener inventario entre las estaciones de trabajo
– Operar la estación con 3 personas
Circuito 2: Circuito de troquelado o corte.
Objetivos:
– Establecer el sistema de jalar con un supermercado de partes cortadas.
– Reducir el tamaño de lote a 300 piezas izquierdas y 160 piezas derechas.
– Reducir el tiempo de cambio a menos de 10 minutos.
Metas:
– Tener solo 1,5 días de inventario en el supermercado de producto terminado.
– Tamaño de lotes de 300 y 160 piezas entre cambios.
Circuito 3: Circuito del proveedor.
Objetivos:
– Desarrollar un sistema de jalar con un supermercado de rollos de acero.
– Introducir entregas diarias de rollos.
Metas:
– Tener solo 1,5 días de inventario en el supermercado de rollos.[:en]
Case Study VSM – Value Stream Mapping: ACME Troqueladora
The example that follows was excerpted from the book Learning to See (M. Rother. & J. Shook.1999) powered by The Lean Organization. Is the company «troqueladora ACME».
INFORMATION ON STAMPING ACME.
ACME Troqueladora company produces various components for vehicle assembly parts. This case concerns a single product family: A sub-assembly «brackets» steel into two types: a left assembly (L) and a right (R) for the same car model. These components are sent to the client.
– Production processes: For this product family component manufacturing involve punching a metal part followed by a welding process and subsequent assembly. The components are stored and then shipped to the assembly plant vegetables on a daily basis. The entire process occurs in the following order and each piece goes through all the processes:
1. Die cut or cut:
• Automated 200-ton press is fed automatically.
• Cycle Time (T / C): 1 second (60 pieces per minute)
• Model Change Time: 1 hour (piece by piece)
• Holding time: 85%
• Inventory observed:
– 4600 pieces of «L» stamped
– 2400 pieces of type «R» stamped
2. Welding 1:
• Manual process with an operator
• Cycle Time (T / C): 39 seconds
• Time of Change model (T / M): 10 minutes
• Holding time: 100%
• Inventory observed:
– 1100 pieces of «L»
– 600 pieces of type «R»
3. Welding 2:
• Manual process with an operator
• Cycle Time (T / C): 46 seconds
• Time of Change model (T / M): 10 minutes
• Uptime: 80%
• Observed Inventory:
– 1600 pieces of «L»
– 850 pieces of type «R»
4. Assemble 1:
• Manual process with an operator
• Cycle Time (T / C): 62 seconds
• Time of Change model (T / M): None
• Uptime: 100%
• Observed Inventory:
– 1600 pieces of «L»
– 850 pieces of type «R»
5. Assemble 2:
• Manual process with an operator
• Cycle Time (T / C): 40 seconds
• Time of Change model (T / M): None
• Uptime: 100%
• finished goods inventory observed:
– 2700 pieces of «L»
– 1440 pieces of type «R»
– Department offices: Remove the finished goods to the warehouse, stores for the next shipment by truck to the customer.
– Customer Requirements:
• 18400 pieces per month.
• 12,000 per month «L».
• 6400 per month Type «R».
• A daily shipping by truck assembly plant.
• Packaging with 20 «brackets» on a tray and up to 10 trays per pallet.
– Working time:
• 20 days per month
• 2 shifts operation in all production departments
• 8 hours each shift, with overtime if necessary
• 2 breaks of 10 minutes per shift
Then we began the development of such developing each of the generic phases referred to in paragraph deployment.
STEP 1 – Identify the product family: For the situation in question, it is clear that ACME had already defined by some criteria product families, and identified those on which you want to deploy the tool ( «brackets steel «). It is common that this situation occurs in most companies, that have been identified beforehand their families for marketing and marketing processes. The work of the responsible for the implementation of the tool will recognize whether the grouping criterion is appropriate for the purposes of VSM, and distinguish that family with greater business impact. Another available information concerning customer requirements and frequency.
The example given is more oriented to elucidate about the subsequent steps.
STAGE 2 – Diagram of the current state: Let’s detail the concrete steps in the development of this stage:
1. Draw icons customer, supplier and production control. They should draw all providers, only one or two, the main raw materials involved in the flow.
2. Enter customer requirements per month and per day in the box corresponding data.
3. Calculate daily production and container requirements.
4. Draw the icon leaves shipment to the customer and truck delivery frequency.
5. Draw the icon entering receipt, truck and delivery frequency.
6. Add the boxes of processes in sequence from left to right. is not taken into account how they are physically located the processes in the plant layout, only the order of the sequence.
7. Add boxes below each process data and the timeline under the boxes.
The following figure shows the state of the VSM after application of steps 1-7 for the case of the family of products of the company ACME.
Figure. VSM current state ACME product family (steps 1 to 7).
8. Add the arrows and annotate communication methods and frequencies.
9. Get data processes and add them to the data boxes. Get them directly timing them.
vms_actual_vacio
– Cycle Time (T / C): Time it takes for a unit or part of exiting a process or operation.
– Assembly time or change (T / M): The time it takes to switch from one product type to another type of product.
– Operators: Number of people needed to operate the process.
– Working Time available Time available per shift in the process in seconds. This time is the total time fewer breaks, meeting times, cleaning times.
– Lot Size produce, in English acronym is EPE (every part every) which means «Every part every …» (Number of units or time). For example, if the process changes the type of product A to product type B 5,000 pieces EPE: 5,000. It can also be expressed in time.
– Time Occupation: The percentage of time the machine is busy in demand, for example if the machine in a 24-hour day is busy working 18 hours, your occupation will be 75%.
10. Add the symbols and the number of operators.
11. Add the arrows push / pull, and first in first out and add the inventory information: While walking through the plant points should be observed where inventory processes accumulates, these points are important because they draw on the map It says where the flow is slowing, the icon of inventories is the triangle. If inventory accumulates between two processes in more than one physical location we must draw 2 triangles.
12. Add the value-added work hours and delivery times in the timeline.
13. Calculate the cycle time total value added and total processing time.
In the particular case of the family of products of the company ACME the result is presented by the following figure following the implementation of the steps 8-13.
Figure. VSM current state of the current product family ACME (steps 8-13) .vsm_acme2 actualvsm_acme2
It should be noted how is calculated the Lead Time (LT), not to be confused with the time of processing or value-added (VA). The lead time is the time from a production process is started until it is completed, and is calculated through inventory days to be had in each process when making the information is the best estimate to determine how long it takes a part or product to be produced and shipped to the customer.
The number of days of inventory for each process or workplace is the result of dividing the inventory level for daily consumption or customer requirement.
For ACME for example, to the punching process (cutting) must 4600 left brackets and 2400 rights brackets, if we divide these inventories by 600 brackets the customer requires daily, then 4600 units / 600 units-day: 7.6 days and 2400 units / 600 units-days: 4 days. In this case we use as long as 7.6 days. Same operation is performed for each inventory.
The observed results for ACME is surprising: The company needs to produce a piece 188 seconds, while that same piece takes 23.6 days to leave the plant to the customer.
STEP 3 – Diagram of the future state: Conceiving the future state VSM requires identifying opportunities for improvement in the current VSM, and raise the ideal situation that they have been used to reduce waste.
This is to minimize if not completely eliminate the «black spots» where the flow is observed in the current VSM is interrupted.
The fundamental idea is to try to arrange in a single stream all operations or processes that we reasonably can include in without interruptions occur, separating into streams or different loops incompatibilities to be in a single stream (Cuatrecasas, 2010). Thus minimizing the number of points where material accumulates in the process and waiting times to increase the lead time are generated.
The first necessary step is to calculate the Takt time:
1. What is the Takt time ?: Takt time calculation begins with the calculation of working time available between customer requirements in turn.
Tatk time = time available in a turn
customer requirements in a turn
Time available = 28800 – 1200 = 27600 seconds per shift
In the example of the company ACME 8-hour shifts so the total time shift is 28800 seconds work. Total time needed to play down the free or dead time, which is 20 minutes per shift or 1200 seconds (breaks). The client requires 460 units per shift (18400 pcs / 20 days / 2 shifts). So:
Takt time resulting means to meet customer demands in the working time available, it needs to produce one piece every 60 seconds for the product family. Should try to make the process time cycle Pacemaker (pacemaker) is less than or as close as possible to the time Takt: Produce respect thereto is one of the main guidelines for developing a future VSM.
From this moment, for example troqueladora ACME and for any case study to consider the basic approach to the future state VSM issues are:
2. Where can I use a continuous flow processing? This is one of the most important issues to resolve. The graph of cycle times vs Takt time comparing cycle times of each process (workplace) against time Takt is a useful tool.
The following figure shows the situation in the case of the ACME troqueladora:
acme_chart1axcme_grafico
Figure. Cycle times vs Takt Time
The Assembly 1 activity is what is called a «bottleneck» and should focus efforts on finding a solution that enables the reduction of T / C. However, the decision to group processes or workplaces to form a continuous flow cell depends, as previously mentioned, a reasonable criterion may be the same as the similarity between the cycle times.
We will assume that the assembly and welding processes are grouped to form a single loop can be considered feasible, ie the creation of a regular and uninterrupted flow comprising all the tasks in it is a task that can be tackled.
You must then balance the number of operators required for the cell by adding the cycle time of each process in the same (time content in the cell) between takt time so that all activities of assembly and welding can run in a continuous flow Takt time: (39 + 46 + 62 + 20) = 187/60 = 3.12 operators are necessary. Which suggests the need for a fourth worker as a possible alternative.
It is for cutting or punching as an independent operation (work center with a single operator), and welding and assembly cone a loop with 3 operators.
3. provisioning of finished goods supermarket or customer type is sent by order be created?
In the case of the ACME only two varieties troqueladora finished product R and L. If one has the option should begin creating a supermarket and subsequently finished parts when the required defined increments will be constant and may produce for regular send directly.
In ACME can forecast customer requirements used to determine the necessary production capacity in a next period. The company wants to know the current production using the Kanban method and send information to processes previous welding / assembly from supermarket finished pieces. Since the customer buys multiples of 20 trays of product, this is the size chosen for the «kanban size».
4. Where you need to use a shelving supermarket in order to control the production of the above processes upstream departing from the provider?
In the case of ACME you will need to use a supermarket before shipment to control the flow of production: whenever material of this supermarket is removed will be sent kanban process welding / assembly for the manufacture of such material as has already been sent to the client.
The figure below illustrates the situation.
figure VSM_acme
Figure. Supermarket shelf with type operation before shipment.
3.5 What specific point in the production chain, production will be scheduled?
The pacemaker process (pacemaker) is the point from which are linked in programming processes foregoing, in the example the set point is welding / assembly. It is convenient to think of something beyond schedule upstream because it plans to introduce a system with operational pull between cutting and welding / assembly. This programming point regulates the value chain.
A complete and detailed set of questions can be proposed for the future VSM approach in any situation; but the main tasks always have to be:
a) Recognize operations or processes that can meet in continuous flow.
b) Recognize what will be the pacemaker process (pacemaker) that will allow the production schedule.
c) To decide the mechanisms to be implemented to achieve operational self-pull type of lean management (supermarkets, FIFO, Kanban cards, …).
The following figure shows the future VSM product family for the ACME troqueladora studied.
Figure. Future State VSM product for family ACME
The results are evident: each piece now takes 4.5 days to leave the plant to the customer, and even the processing time has been reduced. Waste have been removed.
4. STAGE 4 – Implementation of the future state: Once the future VSM conceived the next step is to devise an action plan for its implementation. As mentioned elsewhere, an appropriate way to proceed is through the implementation circuits.
1. What improvements would you be necessary for the flow of the value chain approach to design future state? In the case of ACME they devised the following improvements:
– Reduction of time changes with SMED and reduced lot size for printing, issuing a faster response to the value chain.
– Elimination of the long time required for switching between parts L and R, to make possible continuous flow.
– Improving the effectiveness of the second welding machine, it can now be together with another process in continuous flow.
– Elimination of waste in the welding station / assembly to reduce the total work of 168 seconds or less. (Which allows operators to use 3 to level the current demand).
Circuit 1: Circuit pacemaker process (welding / assembly).
Objectives:
– Develop continuous flow from welding to assembly
– Elements of Kaizen work to reduce total cycle time to 168 seconds
– Remove the tool change time (SMED).
– Improve the effectiveness of the welding machine 2
– Develop a pull-type system with a supermarket of finished parts.
– Develop material handling routes between supermarkets and stations
Goals:
– Having only 2 days of inventory in the supermarket of finished parts
– Not having inventory between workstations
– Operate the station with 3 people
Circuit 2: Circuit stamping or cutting.
Objectives:
– Establish pull system with a supermarket cut parts.
– Reduce the batch size to 300 pieces and 160 left right pieces.
– Reduce changeover time to less than 10 minutes.
Goals:
– Have only 1.5 days of inventory in the supermarket of finished product.
– Batch Size 300 and 160 pieces between changes.
Circuit 3: Circuit provider.
Objectives:
– Develop a system to pull a supermarket of steel coils.
– Enter daily deliveries of rolls.
Goals:
– Have only 1.5 days of inventory in the supermarket rolls.[:]