
Caso de estudio de VSM – Value Stream Mapping : Troqueladora ACME
El ejemplo que se sigue a continuación fue extraído del libro Learning to See (M. Rother. & J. Shook.1999) impulsado por The Lean Organization. Trata de la empresa «troqueladora ACME».
INFORMACIÓN SOBRE TROQUELADORA ACME.
La empresa de Troqueladora ACME produce varios componentes para partes de ensamble de vehículo. Este caso concierne a una solo familia de producto: un sub-ensamble de “brackets” de acero en dos tipos: un ensamble izquierdo (L) y uno derecho (R) para el mismo modelo de automóvil. Estos componentes son enviados al cliente.
– Procesos de producción: Para esta familia de producto la fabricación del componente implican el troquelar una parte metálica seguida por un proceso de soldadura y ensamble subsiguiente. Los componentes entonces son almacenados y embarcados a la planta de ensamble de vehículos en una base diaria. Todo el proceso ocurre en el orden siguiente y cada pieza pasa por todos los procesos:
1. Troquelado o corte:
• La prensa automatizada de 200 toneladas se alimenta automáticamente.
• Tiempo de Ciclo (T/C): 1 segundo (60 piezas por minuto)
• Tiempo de Cambio de modelo: 1 hora (pieza a pieza)
• Tiempo de ocupación: 85 %
• Inventario observado:
– 4600 piezas de tipo «L» estampadas
– 2400 piezas de tipo «R» estampadas
2. Soldadura 1:
• Manual de proceso con un operador
• Tiempo de Ciclo (T/C): 39 segundos
• Tiempo de Cambio de modelo (T/M): 10 minutos
• Tiempo de ocupación: 100 %
• Inventario observado:
– 1100 piezas de tipo «L»
– 600 piezas de tipo «R»
3. Soldadura 2:
• Manual de proceso con un operador
• Tiempo de Ciclo (T/C): 46 segundos
• Tiempo de Cambio de modelo (T/M): 10 minutos
• Tiempo de actividad: 80 %
• Inventario Observado:
– 1600 piezas de tipo «L»
– 850 piezas de tipo «R»
4. Ensamble 1:
• Manual de proceso con un operador
• Tiempo de Ciclo (T/C): 62 segundos
• Tiempo de Cambio de modelo (T/M): Ninguno
• Tiempo de actividad: 100 %
• Inventario Observado:
– 1600 piezas de tipo «L»
– 850 piezas de tipo «R»
5. Ensamble 2:
• Manual de proceso con un operador
• Tiempo de Ciclo (T/C): 40 segundos
• Tiempo de Cambio de modelo (T/M): Ninguno
• Tiempo de actividad: 100 %
• Inventario mercancía terminada observada:
– 2700 piezas de tipo «L»
– 1440 piezas de tipo «R»
– Departamento de despachos: Remueve la mercancía terminada a la bodega, los almacena para el próximo envío en camión al cliente.
– Requerimientos de cliente:
• 18400 piezas por mes.
• 12000 por mes de tipo «L».
• 6400 por mes de tipo «R».
• Un envío diario de la planta de ensamble por camión.
• Empaques con 20 “brackets” en una bandeja y hasta 10 bandejas por tarima.
– Tiempo de trabajo:
• 20 días por mes
• 2 turnos de operación en todos los departamentos de producción
• 8 horas cada turno, con horas extras si fuera necesario
• 2 descansos de 10 min por cada turno
Comenzamos entonces el desarrollo del ejemplo desarrollando cada una de las fases genéricas mencionadas en el apartado de implementación.
ETAPA 1 – Identificar la familia del producto: Para la situación en cuestión, resulta claro que ACME ya había definido a través de algún criterio sus familias de productos, y se ha identificado aquel sobre la cual se desea implementar la herramienta («brackets de acero»). Es común que esta situación ocurra en la mayoría de las empresas, que, de antemano han delimitado sus familias para los procesos de mercadeo y comercialización. La labor del responsable de la implementación de la herramienta será reconocer si el criterio de agrupación es apropiado para efectos del VSM, y distinguir aquella familia con mayores impactos en el negocio. Igualmente se dispone de la información referente a los requerimientos del cliente y la frecuencia.
El ejemplo planteado esta más orientado a dilucidar acerca de las etapas subsiguientes.
ETAPA 2 – Diagrama del estado actual: Detallemos los pasos concretos a seguir en el desarrollo de esta etapa:
1. Dibujar los íconos del cliente, proveedor y control de producción. No deben dibujarse todos los proveedores, solo uno o dos, cuyas materias primas principales intervengan en el flujo.
2. Ingresar los requisitos del cliente por mes y por día en la caja de datos correspondiente.
3. Calcular la producción diaria y los requisitos de contenedores.
4. Dibujar el ícono que sale de embarque al cliente y el camión con la frecuencia de entrega.
5. Dibujar el ícono que entra a recibo, el camión y la frecuencia de entrega.
6. Agregar las cajas de los procesos en secuencia de izquierda a derecha. No se tiene en cuenta la forma como están ubicados físicamente los procesos en el layout de la planta, solo el orden de la secuencia.
7. Agregar las cajas de datos debajo de cada proceso y la línea de tiempo debajo de las cajas.
La figura siguiente presenta el estado del VSM tras la aplicación de los pasos 1-7 para el caso de la familia de productos de la empresa ACME.
Figura. VSM del estado actual para familia de productos de ACME (pasos 1 a 7).
8. Agregar las flechas de comunicación y anotar los métodos y frecuencias.
9. Obtener los datos de los procesos y agregarlos a las cajas de datos. Obtenerlos directamente cronometrándolos.

– Tiempo de Ciclo (T/C): Tiempo que tarda una unidad o parte en salir de un proceso u operación.
– Tiempo de montaje o cambio (T/M): Es el tiempo que se tarda en cambiar de un tipo de producto a otro tipo de producto.
– Operarios: Número de personas necesarias para operar el proceso.
– Tiempo de trabajo disponible: Tiempo disponible por turno en ese proceso en segundos. Este tiempo es el tiempo total menos descansos, tiempos de reunión, tiempos de limpieza.
– Tamaño del lote a producir, en ingles la sigla es EPE (every part every) que significa «Cada parte cada…» (Número de unidades o tiempo). Por ejemplo si el proceso cambia del tipo de producto A al tipo de producto B cada 5.000 piezas el EPE: 5.000. También puede expresarse en tiempo.
– Tiempo de Ocupación: Es el porcentaje del tiempo en que la maquina está ocupada en demanda, por ejemplo si la maquina en un día de 24 horas está ocupada trabajando 18 horas, su ocupación será del 75%.
10. Agregar los símbolos y el número de operadores.
11. Agregar las flechas de empuje/jalar, y de primeras entradas primeras salidas y adicionar la información de los inventarios: Mientras se camina por la planta se observarán puntos donde se acumula inventario de los procesos, estos puntos son importantes dibujarlos en el mapa porque dice donde el flujo se está deteniendo, el ícono de los inventarios es el triángulo. Si el inventario se acumula entre dos procesos en más de una locación física debemos dibujar 2 triángulos.
12. Agregar las horas de trabajo valor agregado y tiempos de entrega en la línea de tiempo.
13. Calcular el tiempo de ciclo de valor agregado total y el tiempo de procesamiento total.
En el caso particular de la familia de productos de la empresa ACME el resultado es el que presenta la figura siguiente tras la aplicación de los pasos 8 a 13.
Figura. VSM del estado actual para familia de productos de ACME (pasos 8 a 13). 
Resulta necesario destacar la manera en que se calcula el Lead Time (LT), que no debe confundirse con el tiempo de procesamiento o de valor agregado (VA). El Lead Time es el tiempo que transcurre desde que se inicia un proceso de producción hasta que se completa, y se calcula a través de los días de inventario que se tenía en cada proceso al momento de tomar la información que es el mejor estimativo para determinar cuánto tarda una pieza o producto en ser producido y despachado al cliente.
El número de días de inventario para cada proceso o centro de trabajo es el resultado de dividir el nivel de inventario por el consumo o requerimiento diario de los clientes.
En el caso de ACME por ejemplo, para el proceso de troquelado (corte) se tienen 4600 brackets izquierdos y 2400 brackets derechos, si dividimos estos inventarios por los 600 brackets que requiere el cliente diariamente, entonces, 4600 unidades/600 unidades-día: 7.6 días y 2400 unidades/ 600 unidades-días: 4 días. En este caso usamos el mayor tiempo 7.6 días. Misma operación que se realiza para cada inventario.
El resultado observado para ACME es sorprendente: La empresa requiere para producir una pieza 188 segundos, mientras que esa misma pieza tarda 23.6 días para salir de la planta hacia el cliente.
ETAPA 3 – Diagrama del estado futuro: Concebir el VSM de estado futuro requiere identificar oportunidades de mejora en el VSM actual, y plantear la situación ideal en la que las mismas se han aprovechado para reducir los despilfarros.
Se trata de reducir al máximo cuando no, eliminar completamente los «puntos negros» donde se interrumpe el flujo que se observen en el VSM actual.
La idea fundamental es tratar de disponer en un único flujo todas las operaciones o procesos que razonablemente creamos podemos incluir en el, sin que se presenten interrupciones, separando en flujos o loops distintos las incompatibilidades para estar en un único flujo (Cuatrecasas, 2010). De esta manera, se reduce al mínimo el número de puntos donde se acumula material en proceso y se generan tiempos de espera que incrementan el lead time.
El primer paso necesario es el cálculo del Takt time:
1. ¿Cuál es el tiempo Takt?: El cálculo del tiempo Takt empieza con el cálculo del tiempo de trabajo disponible entre los requerimientos del cliente en turno.
Tatk time = tiempo disponible en un turno = 27600 = 60
requerimientos del cliente en un turno 460
Tiempo disponible = 28800 – 1200 = 27600 segundos por turno
En el ejemplo de la empresa ACME se trabajan turnos de 8 horas por lo cual el tiempo total en el turno es de 28800 segundos. Al tiempo total es necesario restarle el tiempo libre o muerto, el cual es de 20 minutos por turno o 1200 segundos (descansos). El cliente requiere 460 unidades por turno (18400 uds /20 días/ 2 turnos). Así:
El tiempo Takt resultante significa que para satisfacer las demandas del cliente dentro del tiempo de trabajo disponible, se necesita producir una pieza cada 60 segundos para la familia de productos. Se debe intentar que el tiempo de ciclo del proceso marcapaso (pacemaker) sea menor o lo más cercano posible al tiempo Takt: Producir respecto al mismo es una de las principales pautas para desarrollar un VSM futuro.
A partir de este momento, para el ejemplo de la troqueladora ACME y para cualquier caso de estudio las cuestiones básicas a plantearse para el planteamiento del VSM de estado futuro son:
2. ¿Dónde se puede usar un procesamiento de flujo continuo? Esta es una de las cuestiones más importantes a resolver. La gráfica de tiempos de ciclo vs tiempo Takt que compara los tiempos de ciclo de cada proceso (centro de trabajo) contra el tiempo Takt es una herramienta de utilidad.
La siguiente figura muestra la situación para el caso de la troqueladora ACME:

Figura. Tiempos de ciclo vs Tiempo Takt
La actividad Ensamble 1 es lo que se denomina un «cuello de botella» y deben enfocarse los esfuerzos en encontrar una solución que permita la reducción del T/C. Ahora bien, la decisión de agrupar procesos o centros de trabajo para formar una celda con flujo continuo depende, como se había mencionado, de un criterio razonable, pudiendo ser el mismo la similitud entre los tiempos de ciclo.
Supondremos que los procesos de ensamble y soldadura se agrupan para formar un único loop que puede considerarse factible, es decir, que la creación de un flujo regular e ininterrumpido que comprenda todas las tareas en el mismo es una tarea que puede abordarse.
Debe entonces balancearse la cantidad de operadores necesarios para la celda sumando el tiempo de ciclo de cada proceso en el mismo (tiempo contenido en la celda) entre el tiempo Takt de tal forma que todas las actividades de ensamble y soldadura puedan ejecutarse en un flujo continuo al tiempo Takt: (39+46+62+20)= 187/60 = 3.12 operadores son necesarios. Lo cual hace pensar en la necesidad de un cuarto trabajador como posible alternativa.
Queda pues el corte o troquelado como una operación independiente (centro de trabajo con un único operador), y las tareas de soldadura y ensamble cono un loop con 3 operarios.
3. ¿Se creara un aprovisionamiento de productos terminados tipo supermercado o se envía al cliente por pedido?
Para el caso de la troqueladora ACME sólo hay dos variedades de producto terminado los R y L. Si se tiene la opción debe empezarse creando un supermercado de piezas terminadas y posteriormente cuando se defina que los incrementos requeridos serán constantes y más regulares se podrá producir para enviar directamente.
En la empresa ACME puede usarse el pronóstico de requerimientos del cliente para determinar la capacidad de producción necesaria en un periodo siguiente. La empresa desea conocer la producción actual para usar el método Kanban y enviar información a los procesos precedentes de soldadura/ ensamble a partir del supermercado de piezas terminadas. Ya que el cliente compra múltiplos de 20 bandejas de producto, éste es el tamaño elegido para el “tamaño de kanban”.
4. ¿Dónde se necesitará usar una estantería tipo supermercado a fin de controlar la producción de los procesos anteriores, corriente arriba que parten desde el proveedor?
Para el caso de ACME será necesario utilizar un supermercado antes de embarque para controlar el flujo de producción: cada vez que se extraiga material de este supermercado se enviará tarjeta Kanban al proceso de soldadura/ensamble para la fabricación de dicho material puesto que ya fue enviado hacia el cliente.
La figura siguiente representa la situación.

Figura. Estantería con funcionamiento tipo supermercado antes del despacho.
3.5 ¿En qué punto específico de la cadena de producción, se programará la producción?
El proceso marcapaso (pacemaker) es el punto a partir del cual se encadenan en la programación los procesos que anteceden, en el ejemplo el punto de programación es soldadura/ensamble. No es conveniente pensar en programar algo más allá corriente arriba porque se planea introducir un sistema con operativa pull entre corte y soldadura/ensamble. Este punto de programación regula la cadena de valor.
Un conjunto completo y minucioso de cuestionamientos pueden proponerse para el planteamiento del VSM futuro en cualquier situación; pero la tareas principales siempre han de ser:
a) Reconocer las operaciones o procesos que pueden reunirse en flujo continuo.
b) Reconocer cual será el proceso marcapaso (pacemaker) que permitirá programar la producción.
c) Decidir los mecanismos que se implementaran para lograr la operativa tipo pull propia de la gestión lean (supermercados, FIFO, tarjetas Kanban,…).
La siguiente figura presenta el VSM futuro para la familia de productos estudiada de la troqueladora ACME.
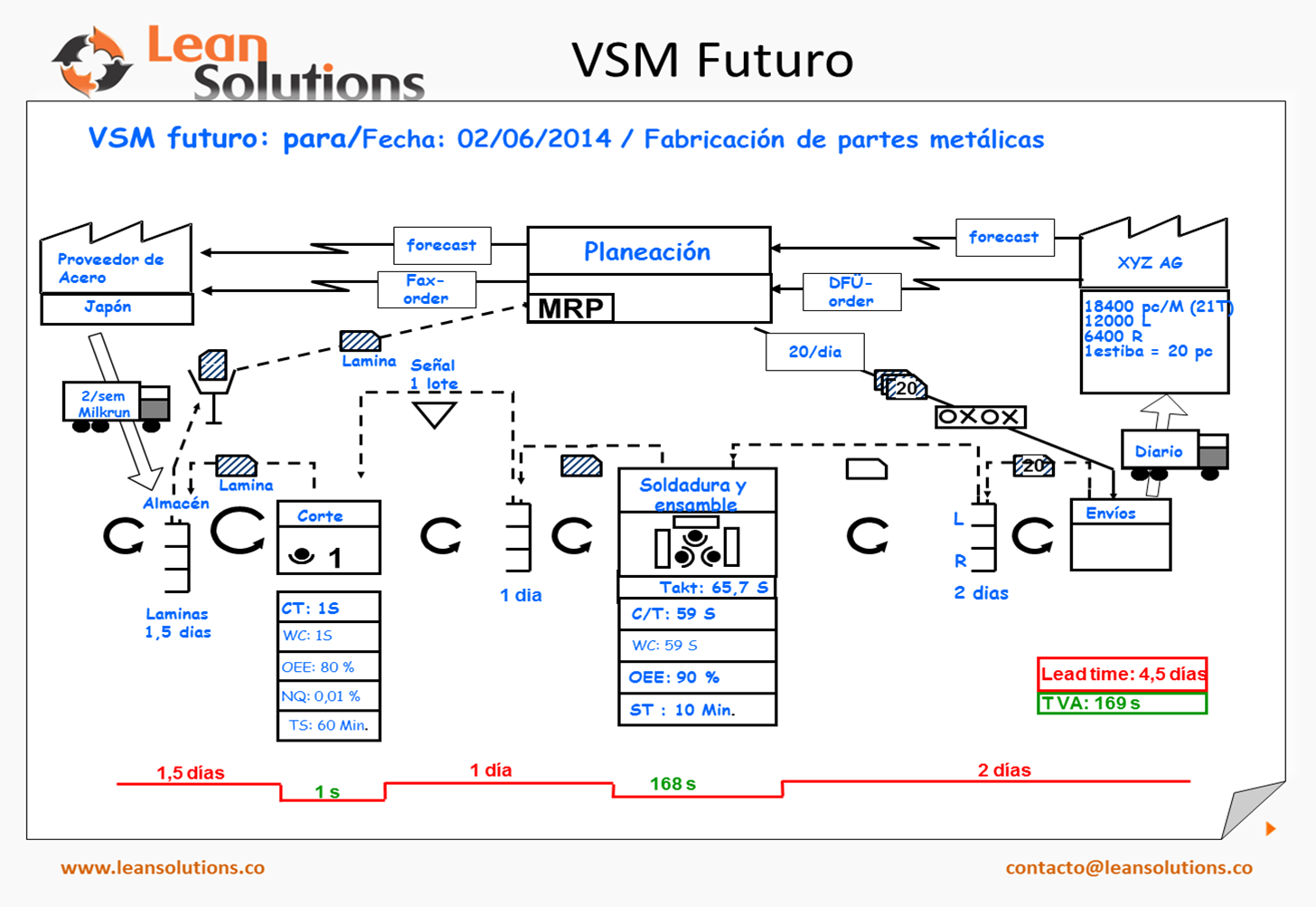
Figura. VSM de estado futuro para familia de productos ACME
Los resultados son evidentes: cada pieza tarda ahora 4,5 días para salir de la planta hacia el cliente, e incluso el tiempo de procesamiento se ha visto reducido. Los desperdicios se han eliminado.
4. ETAPA 4 – Implementación del estado futuro: Una vez concebido el VSM futuro la siguiente etapa es concebir un plan de acción para su implantación. Como se ha menciona en otra sección, una manera apropiada de proceder es la implementación a través de circuitos.
1. ¿Qué mejoras serías necesarias para que el flujo de la cadena de valor se acerque al diseño del estado futuro? Para el caso de ACME se idearon las siguientes mejoras:
– Reducción de tiempo de cambios con SMED y reducción del tamaño del lote para el estampado, emitiendo una respuesta más rápida para la cadena de valor.
– Eliminación del largo tiempo requerido para el cambio entre partes L y R, para hacer posible el flujo continuo.
– Mejoramiento en la efectividad de la segunda máquina de soldadura, ahora ésta puede estar junta con otro proceso en flujo continuo.
– Eliminación de desperdicio en la estación de soldadura/ensamble, para reducir el trabajo total de 168 segundos o menos. (La cual permite usar 3 operadores para nivelar la demanda actual).
Circuito 1: Circuito del proceso marcapasos (soldadura/ensamble).
Objetivos:
– Desarrollar el flujo continuo desde soldadura hasta ensamble
– Elementos de trabajo Kaizen para reducir el tiempo de ciclo total a 168 segundos
– Eliminar el tiempo de cambio de herramientas (SMED).
– Mejorar la efectividad de la máquina de soldadura 2
– Desarrollar un sistema tipo pull con un supermercado de piezas terminadas.
– Desarrollar las rutas de manejo de material entre los supermercados y las estaciones
Metas:
– Tener solo 2 días de inventario en el supermercado de piezas terminadas
– No tener inventario entre las estaciones de trabajo
– Operar la estación con 3 personas
Circuito 2: Circuito de troquelado o corte.
Objetivos:
– Establecer el sistema de jalar con un supermercado de partes cortadas.
– Reducir el tamaño de lote a 300 piezas izquierdas y 160 piezas derechas.
– Reducir el tiempo de cambio a menos de 10 minutos.
Metas:
– Tener solo 1,5 días de inventario en el supermercado de producto terminado.
– Tamaño de lotes de 300 y 160 piezas entre cambios.
Circuito 3: Circuito del proveedor.
Objetivos:
– Desarrollar un sistema de jalar con un supermercado de rollos de acero.
– Introducir entregas diarias de rollos.
Metas:
– Tener solo 1,5 días de inventario en el supermercado de rollos.